вЛЁЂШчКЮзджЦФОЕёЕЖ
ЧАУцЫЕЙ§ЃЌФОЕёЕЖЕФжжРрДѓжТЗждфДжХїгУКЭОђЯИХїМАаоЙтгУЁЃвђЮЊДжХїдфзгвЊОЪмДИзгЕФЧУЛїЃЌЫљвдБиаыЪЙгУЙмзДаЮЕФЕЖОпЃЌЖјетжжЕЖОпдквЛАуЧщПіЯТЃЌздМКЪЧЮоЗЈжЦзїЕФЃЌжЛгаЕНВњЕиЁЂГЇМвЁЂЩЬЕъЛђЬњНГЦЬШЅЖЈжЦЁЂЙКТђЁЃетРяЫљНщЩмЕФЕЖОпжЦзїЗЈЃЌвЛАужЛЪЪгУгкОђЯИХїМАаоЙтгУЕФЕЖЃЌЛЙгаФГаЉЬиЪтаЮзДЕФЕЖЃЌвВПЩИљОнашвЊздМКЬэжУЁЃжЦЕЖгУЕФВФСЯжївЊбЁгУРжБЕФЕЏЛЩИжЬѕЛђИпЬМИжЬѕЃЌДжЯИдМдк0.3РхУзжСlРхУзЃЌНиГЩ6жС7РхУззѓгвЕФГЄЖШЁЃИЈжњЙЄОпЪЧЃКЕчЖЏЩАТжЁЂДђЬњЖеЁЂаЁаЭДђЬњДИЛђжиАѕЭЗЁЂЬњЧЏЃЌМвЭЅУКТЏЛђЙмЕРУКЦјИївЛМўЁЃжЦзїЗНЗЈШчЯТЃК
ЕквЛВНЃКАбНиГЩвЛЖЈГЄЖШЕФИжЬѕЗХдкЛ№ЩЯМгШШЕНЭЈКьЕФГЬЖШЃЌетНаЭЫЛ№ЁЃЭЫЛ№ЕФФПЕФЪЧШУИжЬѕБфШэЃЌвдБуШЮвтИФБфЫќЕФаЮзДЁЃЩеКьКѓгУЬњЧЏМаЦ№ЗХдкЬњЖеЩЯгУЬњДИНЋЦфвЛЖЫДИБтГЩЕЖЕФХїаЮЁЃЕЖХїЕФПэЖШгыКёЖШгІИљОнИжЬѕБОЩэЕФДжЯИМАЫљжЦЕЖОпЕФРраЭРДШЗЖЈЃЌЧаЮ№Й§БЁЁЃ
ЕкЖўВНЃКДђГіЕЖХїД§ЦфздШЛРфШДКѓЃЌдйгУЩАТжФЅаЮЁЃФЅаЮЕФЪБКђЃЌвЊзЂвтЕЖУцМАШаПкЕФКёБЁОљдШЃЌЭЌЪБвЛЖЈвЊНЋДИДђЙ§ЕФКлМЃФЅЦНЁЃзіаЁдВЕЖПЩгУдВяБ(ЪВНѕяБ)яБГіАМВлЃЌгУИжАхяБЦфЛЁУцЁЃвЊЪЙЕЖОпЮедкЪжжаЪцЪЪЃЌЛЙашДгЕЖЕФЭЗВПжСбќМфгУЩАТжЛђИжяБзіГібќаЮЃЌЕЋВЛвЫЬЋЯИЃЌвдУтдкЪЙгУЪБЖЯСбЁЃЕЖОпЕФИљВПвЊФЅГЩзЖзгаЮЃЌвдБуВхШыФОБњЁЃЃЈзѓЭМЃКзджЦаЁаЭдВЕЖЃЉ
ЕкШ§ВНЃКЕЖХїГЩаЮКѓвЊДуЛ№ЁЃЯШзМБИКУвЛБЫЎЛђЛњгЭдкБпЩЯЁЃНЋГЩаЮЕЖХїЕФЭЗВПВхШыТЏЛ№ФкЃЌЭЈЙ§МгШШЕНЭЈКьЕФГЬЖШЃЌдйгУЬњЧЏМаГівдзюПьЕФЫйЖШВхШыЫЎжадМ2РхУззѓгвЃЌЪЙЕЖЕФЭЗВПжшШЛРфШДЃЌМИУыжгКѓМаЦ№ПДзХгавЛЬѕЗЂРЖЕФЛ№ЯпЭљЯТЭЫЃЌЭЫжСРыЕЖПк5жС6КСУзДІдйВхШыЫЎЛђгЭжаЁЃетНаЖЈИжЛ№ЃЌМИУыжгКѓШЁГіЃЌЩдРфКѓдйЖЊНјЫЎжаЛђгЭжаНўАыаЁЪБШЁГіЃЌШЁГіКѓдйЗХдкЛ№ЩЯгавЛЖЈОрРыЕФПОжСЕЛЦЩЋМДжЙЁЃетбљЕЖЗцОЭВЛЛсЬЋДрЁЃДуЛ№ЪЧвЛУХИДдгЕФММЪѕЃЌВЛЭЌЕФРфШДЫйЖШФмДуГіВЛЭЌгВЖШЕФИжЛ№ЃЌРфШДЕФЫйЖШдНПьЕУЕНЕФИжЛ№ОЭдНгВЁЃЕЖОпОЙ§ДуЛ№КѓЃЌЛсГЪЯжЛвАзЁЂЛвУзЛЦЁЂЛвЛЦГШЁЂРЖЕШН№ЪєГЬађЩЋЃЌвЊзЂвтЙлВьМАЪБеЦЮеЁЃШчЙћНігаЛвАзЩЋЃЌЫЕУїИжЛ№Й§гВЃЛШчЙћНігаРЖЩЋЃЌЫЕУїИжЛ№Й§ШэЃЌЖўепЖМВЛЗћКЯвЊЧѓЃЌБиаывЊжиаТДуЁЃДуЛвУзЛЦЩЋзюЮЊЪЪвЫЃЌЫзГЦЁАДуЛЦЛ№ЁБЃЌвђЫќгВШЭМцЖјгажЎЃЌЪЙгУЦ№РДВЛвзБЌПкЛђОьШаЃЌПЩвдЪЪгІЕёПЬИїжжФОСЯЁЃСэЭтЃЌИжЕФКЌЬПСПВЛЭЌЃЌДуЛ№ЕФЗНЗЈвВВЛЭЌЁЃгУЫЎДуЛ№ЕЖПкгВЃЌЕЋНЯДрЃЛгУгЭДуЛ№ЕЖПкЩдШэЃЌЕЋШЭадКУЁЃетШЋЦООбщРДеЦЮеЁЃзЂвтЃКгУгЭДуЛ№БиаыЪЙгУЛњгЭЃЌВЛФмгУЦфЫќЕФгЭЃЌвдУтв§ЗЂЛ№джЁЃ
ЕкЫФВНЃКАВзАЕЖБњЁЃЕЖБњЮедкЪжжавЊЪцЪЪСщЧЩЁЃЕЖБњЕФВФСЯгІбЁдёжЪЕиЯИФхЃЌШЭадКУЕФгВФОЃЌШчЛЦЬДФОЁЂЛЦбюФОЁЂКьФОЕШЃЌПЩздМКзіЃЌвВПЩевГЕФОЁЂа§ЛюЕъЖЉжЦЙКТђЁЃЕЖБњЕФГЄЖЬДжЯИвЊгыЕЖОпЯргІХфжЦЃЌВЛвзЙ§ГЄЛђЙ§ЖЬЁЃЕЖБњгабќВПЃЌЮедкЪжжаОЭЪцЪЪЁЃАВзАЕЖБњашНшжњЪжвЁЬЈзъДВЯШзъблЃЌЦфДѓаЁгІИљОнЕЖИЫЕФДжЯИРДЖЈЁЃзюКѓНЋЕЖЕФИљВПВхШыЕЖБњдМ1.5РхУзЃЌдйЧУЖЈРЮЙЬЃЌзджЦЕЖОпОЭЭъГЩСЫЁЃ
ЖўЁЂШчКЮбаФЅгыБЃбјЕЖОп
ИуФОЕёЕФШЫБиаыбЇЛсздМКФЅЕЖЃЌЖјЧвЛЙвЊЧкФЅЕЖЁЂФЅКУЕЖЃЌЕёПЬЦ№РДВХЛсШыФОШ§ЗжЃЌЙІЕНЧўГЩЁЃЫљЮНЁАЙЄгћЩЦЦфЪТЃЌБиЯШРћЦїЁБЃЌвтЫМОЭЪЧШУШЫУЧдкааЪТдьЮяжЎЧАЃЌвЊЖдЙЄОпНјааГфЗжЕиМьбщКЭзМБИЁЃГЃгавЛаЉбЇЩњШЯЪЖВЛЕНетвЛЕуЃЌФУЦ№ЕёПЬЕЖШ§ФЅЖўФЅЃЌвЛЪЧВЛЕУвЊСьЃЌЖўЪЧВЛПЯЯТЙІЗђЃЌНсЙћЕёФОШчЭЌПаФОЃЌзїЦЗЫфШЛУуЧПЭъГЩЃЌЕЋвбЗбСЫКмДѓЕФЙІЗђКЭЦјСІЁЃгаЕФЭљЭљЪЧвђЮЊЙЄОпФЅЕУВЛЙЛЗцРћЃЌЩњДИгВдфРуЪЧАбЙЄОпХЊЛЕСЫЃЌЫзЛАЫЕЕУКУЃКЁАФЅЕЖВЛЮѓПГВёЙЄЁБЃЌЪТЯШЖрЛЈвЛаЉЙЄЗђФЅЕЖЃЌЕёПЬЦ№РДОЭЛсЕУаФгІЪжЃЌзїЦЗздШЛвВЛсЕёЕУгжПьгжКУЁЃ
вЊЪЙЙЄОпООУФЭгУЃЌЛЙЕУзЂвтефЯЇБЃбјЁЃвЛАбКЯИёЕФЕёПЬЕЖЃЌЦфЪЙгУЪйУќдке§ГЃЕФЧщПіЯТЃЌБШШчЙЄГЇРяЕФЪІИЕЬьЬьдкгУЃЌФЧУДПЩвдгУ10-20ФъЁЃБмУтЕЖОпЪмЫ№ЕФЙиМќГ§СЫеЦЮеКУФЅЕЖЕФЗНЗЈвЊСьЭтЃЌЛЙвЊзЂвтдкЪЙгУЙ§ГЬжаВЛвЫНЋЕЖЭЗПЬШыЃЎЙ§ЩюЃЌЛђгУШчЭМЫљЪОЕФЗНЗЈГщАЮЕЖОпЃЌЗёдђБиШЛдьГЩЗцПкПЊСбЛђАўТфЁЃе§ШЗЕФЗНЗЈЪЧЪЙгУСэвЛАбЕЖЧсЧсЯїШЅИУЕЖжмЮЇЕФФОЭЗЃЌжБжСвЁЖЏЮЊжЙЁЃЦфДЮЪЧЕБвЛЯюЙЄзїЭъГЩКѓЃЌЮоТлЖрРлЃЌЖМвЊЯШНЋЙЄОпЪеЦыЗХКУЁЂШЛКѓдйанЯЂЃЛМйШчвЊЙ§вЛЖЮЪБМфдйгУЃЌОЭгІАбЙЄОпаоећКУЃЌЛђФЈЩЯгЭ(вдЗРГБЗРат)ЃЌЗжУХБ№РрЗХЕНЙЄОпЯфЛђЙЄОпДќРяЃЌвдД§ЯТДЮЪЙгУЁЃетаЉЖМЪЧбгГЄЙЄОпЕФЪЙгУЪйУќжЎБЃжЄЃЌвВЪЧСМКУЕФЙЄзїЯАЙпЁЃ
ЙигкФЅЕЖЪЏЃЌааДжЯИШэгВжЎЗжЃЌвджЪДПЮоЩАСЃЮЊМбЁЃДжЪЏЃЌАќРЈгЭЪЏЃЌжївЊгУгкаТЕЖОпПЊЕЖЁЃДжЪЏЖрЮЊЬьШЛЕФДжЩАЪЏЃЌЩАТжЛњЩЯЕФЩАТжЦЌвВПЩвдгУЁЃгЭЪЏгаИїжжаЭКХКЭДѓаЁЃЌгУЛњгЭФЅЃЌЭпФОЁЂЮхН№ЙЄОпЕъгаЪлЁЃЯИЪЏгаЖўжжЃЌвЛжжЪЧгУФрЭСКЭЩГЬиБ№ННжЦЕФЧрЩЋФЅзЉЪЏЃЌдкШедгЩЬЕъЙКТђЪБвдЮоЦјПзЛђЩйЦјПзЮЊМбЁЃДЫзЉдкЪЙгУЧАЯШгУЫЎдкЫЎФрЕиЩЯФЅЦНећЃЌШЛКѓНўХндкЫЎжаЁЃСэвЛжжЪЧЬьШЛЕФЯИЧрЪЏКЭЁАбђИЮЪЏЁБЃЌЁАбђИЮЪЏЁБвђЩЋзЯШчбђИЮЖјЕУУћЃЌФЯЗНЖргУгкФЅЬъЕЖЁЃЯИЪЏЕФжЪЕигВЧвЯИФхЙтЛЌЃЌжївЊгУРДФЅШЅЕЖПкОэШаЁЃУёМфааЛАНВЃКФЅаЁЕЖвЫгУгВЪЏЃЌЪЏгВВЛвЫЯнШыФЅМЃЃЌжТЪЙРтНЧОЁЪЇЁЃ
гЩгкЕЖЕФжжРрЁЂДѓаЁВЛЭЌЃЌЫљвдФЅЕЖЪЏЖддВЕЖЁЂЦНЕЖЁЂШ§НЧЕЖМАЦфДѓаЁаЭКХЃЌЖМгІгаЫљЪЪДгЃЌвВОЭЪЧЪЪаЮЖдКХЃЌгШЦфЪЧФЅШ§НЧЕЖЃЌФЅЪЏЕФНЧЖШвЊгыжЎЯрЮЧЃЌЗёдђОЭКмФбНЋШаПкФЅЕУМтШёЗцРћЁЃзмжЎЃЌФЅЕЖЪЏЕФжжРргыЙцИёгІОЁСПзіЕНГфЗжЁЂКЯЪЪЁЃАкЗХвВвЊЮШЭзЃЌ
ПЩвдгУФОЬѕФОПщНЋЦфЙЬЖЈдкАхЩЯЛђЙЄзїЬЈЕФвЛНЧЃЌвдЗРФЅЕЖЪБФЅЪЏЛЌЖЏЁЃФЅЕЖЕФзЫЪЦвВКмживЊЃЌЮоТлеОЁЂзјЁЂЖзЃЌЖМвЊзЂвтзЫЪЦЕФЖЫе§ЃЌЫМЯывЊМЏжаЁЃСНЪжжДЕЖвЊЦНЮШЃЌЧАКѓЭЦЖЏгУСІвЊОљдШЃЌвЊБЃГжЫЎЦНдЫЖЏЃЌзіЕНЪжЮШЁЂСІдШЁЂТЗжБЁЃ
ФЅЕЖЗНЗЈКмЖрЃЌИїШЫИїЕиЖМгаВЛЭЌЃЌЕЋЮоТлФФжжЖМЪЧЯШФЅЕЖЕФаБУцЃЌжБжСШаПкОэЦ№ЃЌдйЗДЙ§РДФЅБГУцЁЃШчЪЧжиИДМИДЮЃЌжБжСЕЖПкЗцРћЁЂеИЦыЃЌЕЖУцЙтССШчОЕЁЃ
ЕЖШаЗцРћЕФЙиМќЫљдкЃКЪжБиаыБЃГжЫЎЦНдЫЖЏЃЌСІБиаыОљдШЃЌЕЖБГБиаыБЃГжЦНжБЛђдВжБЃЌНќШаПкВПВЛЕУгавЛЕуЭеБГЁЃ
ЕЖОпШаПкКёБЁдкгУЭОЩЯЕФЧјБ№ЃКЕЖПкдНБЁдНЗцРћЃЌЕЋРЮЖШвВдНВюЃЌИљОнетжжЧщПіЃЌПЊУЋХїЕФЕЖОпШаПкгІИУКёаЉЃЌвдОЪмНЯДѓЕФГхЛїСІЁЃОђЯИХїгУЕФЕЖОпШаПкПЩЪЪЕБКёаЉЃЌОЕУОђФгЁЃаоЙтгУЕФЕЖОпШаПкПЩвдБЁаЉЁЂИїжжЫПТЦЖМФмПЬЕУЙтНрВЛЯЖЁЃ ФЅКУЕФЕЖОпзюКѓвЊгУгЭВМЛђИЩВМВСЪУДцЗХЃЌШчФЯЗНГБЪЊЃЌЪжКЙжиепПЩЭПаЉЧхЦсдкЕЖОпЩЯЃЌвдУтЩњатЁЃЧаМЩЕёПЬЕЖдкЫЎФрЁЂзЉЪЏЁЂН№ЪєЕШгВЮяЩЯПФХіФЅЫ№ЁЃЮЊАВШЋЦ№МћгІзЂвтЕЖОпЗХЕФЮЛжУЃЌБмУтЕЖЭЗГЏЭтВЂГЌГізРбиЃЌНЋздМКЛђЫћШЫЛЎЩЫЁЃВйзїФОЕёЪБЃЌЗХЕЖОпЕФЕиЗНгІЕцЩЯвЛПщВМЃЌвдЗРе№ЖЏВЛЩїЙіТфЁЃ
ФЅЦНЕЖЃКЯШФЅаБУцЃЌгвЪжжДЕЖЃЌзѓЪжЧсЧсАДзЁЕЖБГЃЌвдЪЪКЯЕФНЧЖШаБЬљдкЦНећЕФДжЪЏЩЯЃЌЧАКѓЭЦФЅжСЕЖПкПЊШаЃЌдйЗДЙ§РДФЅБГУцЃЌОэШаКѓЛЛЯИЪЏТдМгФЅЙтМДПЩЁЃ
ФЅдВЕЖЃКГѕбЇепПЩЯШФЅДѓЕФЃЌдйФЅаЁЕФЃЌвђЮЊФЅдВЕЖгавЛЖЈФбЖШЃЌаЁЕФИќВЛКУФЅЁЃЗНЗЈЪЧЃКгУЪТЯШзМБИКУЕФЁАвѕбєВлФЃЁБЁЃФЅдВЕЖФкПквЊКЭЭЙаЮВлЬѕПэеХфКУЃЌБЃГжвЛЖЈНЧЖШЃЛФЅдВЕЖЭтПквЊКЭАМаЮВлЙЕПэеХфКУЃЌЕЖПкбЙЦНЁЃгвЪжжДЕЖЃЌзѓЪжЧсЧсАДзЁЕЖБГЃЌдкФЅЪЏЩЯвЦЖЏЪБЃЌвЊзЂвтееЙЫЕНећИіЛЁУцЕФгУСІОљдШЁЃдВЕЖзюМЩЕЖПкжабыБЛФЅАМЃЌдВЪЦСНБпЕФЗННЧБЛФЅЕєЁЃММЪѕЪьСЗЕФЕёПЬМвЃЌФЅдВЕЖЭтПкВЛгУАМаЮВлЙЕЃЌЖјЪЧгУгвЪжФДжИЁЂЪГжИКЭжажИКсЮезЁЕЖИЫЃЌзѓЪжЧсЧсАДзЁЕЖПкЃЌдкЧАКѓвЦЖЏЙ§ГЬжаЃЌЪжЯргІзЊЖЏЕЖПкЃЌЪЙЕЖПквРДЮгыЪЏУцНгДЅЃЌДЫЗЈгаГЦЁАЙіФЅЁБЁЂЁАЕДФЅЁБЁЃФЅдВЕЖФкПкЪБЃЌдђбЁгУДжЯИВЛЭЌЕФгЭЪЏЬѕЃЌДѓаЁзЉЭЗЦЌЛђФЅГЩдВЛЁЕФЭпЦЌЁЃгвЪжжДЕЖЃЌзѓЪжГжЪЏЃЌЗДИДФЅбаЃЌжБжСЗцРћЦыећЁЃ
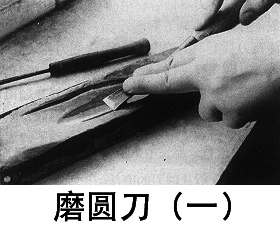
ФЅжаИжЕЖЃКжаИжЕЖЕФаЮзДДгВрУцПДГЪЕШбќШ§НЧаЮЃЌвђДЫгаСНИіаБУцвЊФЅЃЌвЊзЂвтБЃГжЦфНЧЖШЃЌСНУцЯрНЛдкЕЖПкЃЌФЅЗЈгыЦНЕЖЯрЭЌЁЃ
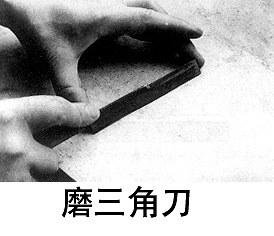
ФЅаБЕЖЃКЗНЗЈгыФЅЦНЕЖЯрЭЌЃЌжЛЪЧдкФЅЪЏЩЯвЦЖЏЪБЃЌвЊЫцЪБзЂвтЕЖМтЕФЗНЯђЃЌвЛАуЪЧНЋМтНЧВПЗжЗХдкЩЯЗНЫГЦфюззХФЅаБУцЃЌЦНУцврЪЧетбљФЅЁЃ
ФЅдТЭфЕЖЃКдТЭфЕЖвђЦфЕЖПкГЪдВЛЁЃЌФЅаБУцЪБЕЖПкЗХдкЪЪаЮЕФАМВлФкФЅЃЌФЅЦНУцгыЦНЕЖЯрЭЌЁЃ
 ФЅШ§НЧЕЖЃКШ§НЧЕЖЕФФЅЗЈФбЖШНЯДѓЃЌжївЊЪЧНЧЖШВЛвзеЦЮеЃЌЩдВЛзЂвтОЭЛсАбНЧФЅЕєЁЃЫљвдвЊгУЯИУмЪЏЁЃЪзЯШЪЧНЋзѓгвЖўВрЕФЗцУцЃЌЗХдкЦНећЕФФЅЪЏЩЯаЁаФНїЩїТжЗЌФЅЃЌвЊзЂвтЕЖУцБиаыЭІжБЃЌСНУцЯрНЛдкжаНЧЩЯЃЌШЛКѓКЫЖддк-ПщНЧЖШЯрЮЧЕФШ§НЧФЅЪЏЩЯбаФЅВлФкЁЃвЊЪЙШ§НЧЕЖПЬГіЕФЯпЬѕМШЩюгжЙтНрЃЌжЛгаОГЃЁАБЃГжЕЖзЉФЃзггыШ§НЧЕЖЕФНЧЖШЯрЮЧКЯЃЌВЂЧвЕЖПквЊФЅЕУМтШёЗцРћЁЃ
ФЅШ§НЧЕЖЃКШ§НЧЕЖЕФФЅЗЈФбЖШНЯДѓЃЌжївЊЪЧНЧЖШВЛвзеЦЮеЃЌЩдВЛзЂвтОЭЛсАбНЧФЅЕєЁЃЫљвдвЊгУЯИУмЪЏЁЃЪзЯШЪЧНЋзѓгвЖўВрЕФЗцУцЃЌЗХдкЦНећЕФФЅЪЏЩЯаЁаФНїЩїТжЗЌФЅЃЌвЊзЂвтЕЖУцБиаыЭІжБЃЌСНУцЯрНЛдкжаНЧЩЯЃЌШЛКѓКЫЖддк-ПщНЧЖШЯрЮЧЕФШ§НЧФЅЪЏЩЯбаФЅВлФкЁЃвЊЪЙШ§НЧЕЖПЬГіЕФЯпЬѕМШЩюгжЙтНрЃЌжЛгаОГЃЁАБЃГжЕЖзЉФЃзггыШ§НЧЕЖЕФНЧЖШЯрЮЧКЯЃЌВЂЧвЕЖПквЊФЅЕУМтШёЗцРћЁЃ